首頁
Home-
關于盛仕達
about us -
產品中心
products -
銷售與服務
sale&service -
新聞資訊
News Center 聯系我們
Contact Us服務咨詢電話
158-7483-8202


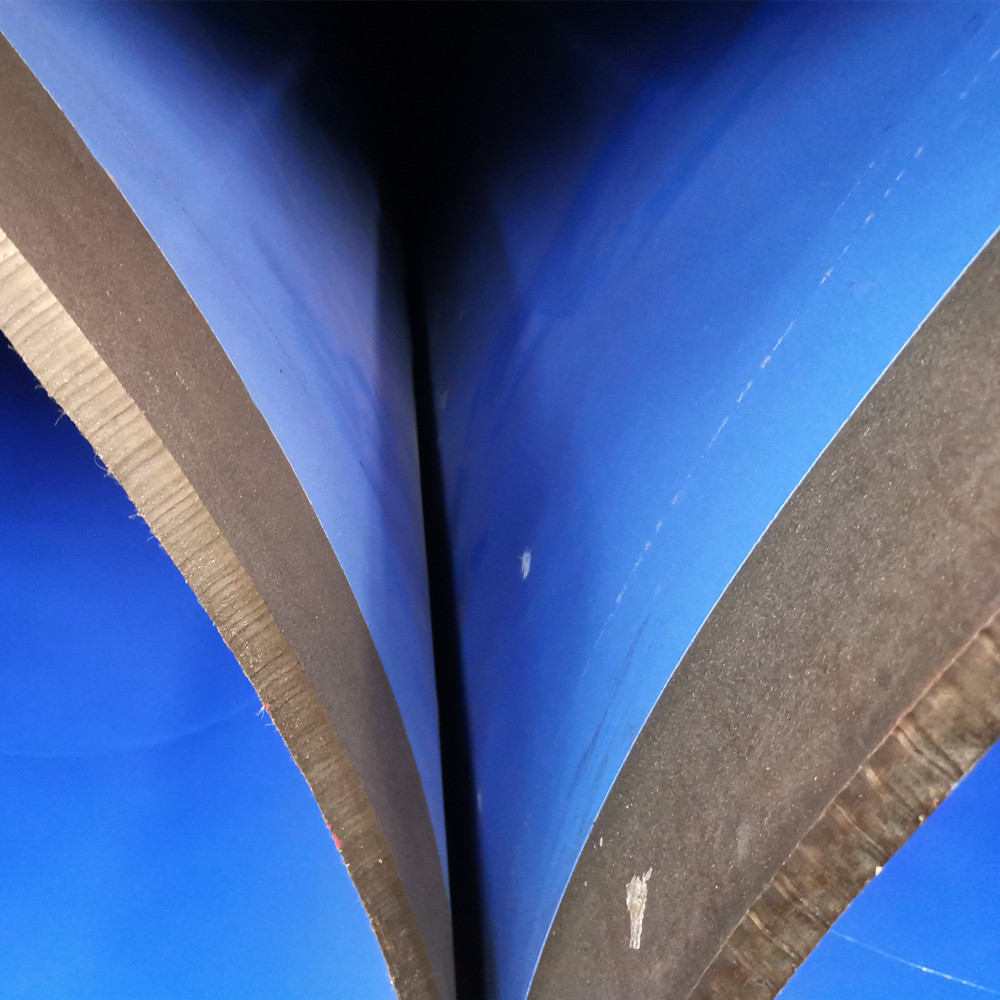
3PE防腐鋼管的三層結構聚乙烯防腐層由環氧粉末(FBE)、膠粘劑(AD)和聚乙烯(PE)組成,形成復合防護體系,可有效抵御土壤應力、化學腐蝕和機械損傷,大幅延長鋼管使用壽命至30年以上。
一、3PE防腐層的結構設計原理
三層結構各司其職:底層環氧粉末通過靜電噴涂形成50-150μm的連續膜層,其分子結構中的環氧基團與鋼管表面鐵原子形成化學鍵,實現冶金級結合;中間層共聚物膠粘劑在高溫下熔融,既與環氧粉末發生酯化反應,又與表層聚乙烯分子鏈纏結,解決極性材料與非極性材料間的界面相容性問題;最外層聚乙烯(分LDPE、MDPE、HDPE三種規格)厚度達1.8-3.7mm,提供機械保護并阻隔水分滲透。
這種"剛柔并濟"的結構設計使3PE涂層同時具備FBE的附著力優勢與PE的抗沖擊性能。
二、核心加工工藝流程
1. 前處理階段
鋼管經拋丸除銹達到Sa2.5級清潔度,表面錨紋深度控制在50-90μm。數據顯示,表面處理質量直接影響涂層附著力,處理不當會導致附著力下降40%以上。預熱環節采用中頻感應加熱至180-220℃,既能去除表面水分,又為環氧粉末固化提供初始能量。
2. 三層同步涂覆
在鋼管旋轉前進過程中,環氧粉末通過靜電噴槍均勻吸附,隨即膠粘劑擠出機以200-230℃溫度擠出薄膜,外層聚乙烯則采用側向纏繞或軸向擠出工藝。值得注意的是,三層材料須在粉末未完全固化前完成復合,這個"黃金窗口期"通常不超過30秒。某工程案例表明,溫度梯度控制偏差超過5℃會導致層間剝離強度降低15%。
3. 水冷定型
采用分段式噴淋冷卻系統,使涂層在60秒內從200℃降至50℃以下。過快冷卻易產生內應力,過慢則影響結晶度。渤海海底管道項目采用梯度降溫工藝,將涂層抗彎曲性能提升至2.5°彎曲半徑不開裂。
三、關鍵技術控制要點
材料配伍性:不同管徑需匹配相應熔指的材料,如DN1200以上鋼管使用熔指0.1-0.5g/10min的高密度聚乙烯。
工藝參數優化:膠粘劑擠出厚度控制在170-250μm時層間剪切強度佳。某實驗室正交試驗證明,當環氧粉末固化率≥95%、膠粘劑流動速率4-6g/10min、聚乙烯氧化誘導期≥30min時,綜合性能優。
缺陷檢測技術:采用在線電火花檢漏(檢測電壓25kV/mm)、紅外熱成像儀監測溫度場分布,配合剝離強度測試(標準要求≥70N/cm)。
盛仕達螺旋管加工廠家,有多條雙面埋弧焊螺旋鋼管生產線、涂塑螺旋管線、3PE螺旋管線,可生產直徑為219-2820mm,壁厚為6-24mm的雙面埋弧焊螺旋鋼管;也可進行螺旋管防腐、鋼板及卷筒加工等,全部采用成熟且穩定的成型技術,竭誠為客戶提供精制的產品和完善的服務,滿足廣大客戶不斷增長的需求!

掃描關注微信公眾號
關注微信公眾號